The role of machine vision and AI in preventing product recalls – Part 2
Machine vision and AI technologies have emerged as powerful tools in preventing product recalls in the FMCG industry. Machine vision systems use cameras and advanced image processing algorithms to analyse products at various stages of the production process. These systems can detect defects, irregularities, and deviations from quality standards with remarkable precision and speed.
By implementing machine vision systems, companies can identify potential issues early in manufacturing and take corrective action promptly. This proactive approach minimises the chances of defective products reaching the market and reduces the need for costly recalls. Furthermore, machine vision systems can be integrated with production monitoring systems to ensure real-time monitoring and immediate response to quality concerns.
AI algorithms can analyse vast amounts of data to detect patterns and anomalies that human operators may miss. By identifying trends and potential issues, AI can help companies take preventive measures to avoid recalls. AI-powered predictive analytics can provide valuable insights into product quality and identify areas of improvement within the production process.

Safeguard products, eliminate packaging and label defects and maintain regulatory compliance through increased traceability.
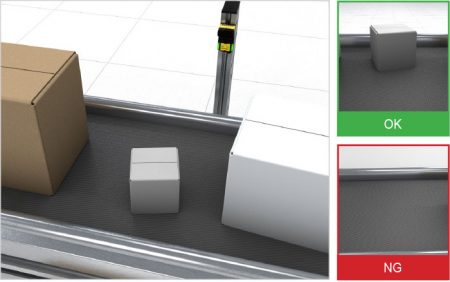
Machine vision systems rely on a combination of hardware and software components to detect product defects. First, cameras capture high-resolution images of the products as they move along the production line. These images are then processed by advanced algorithms that analyse them for deviations from the predetermined quality standards.
The algorithms can detect various defects, including cracks, chips, discolouration, misalignment, and missing components. They compare the captured images with reference images of defect-free products, identifying even subtle differences that may indicate a defect. Machine vision systems can perform these analyses at high speeds, allowing for real-time detection and immediate action.
Machine vision systems can be trained using machine learning techniques to enhance defect detection accuracy. By providing the system with a large dataset of images, including both defective and non-defective products, the algorithms can learn to identify defects more effectively over time. This continuous learning process ensures the system becomes increasingly accurate and reliable as it encounters new product variations and defects.
Our innovative machine vision, barcode reading, and AI-based technologies help food and beverage manufacturers, original equipment manufacturers (OEMs), and machine builders ensure the highest standard of quality with less waste, achieve regulatory compliance, and more easily transition to sustainable packaging materials while achieving higher throughput.

Confirm product integrity before packaging and reduce damaged goods.
Products can break or become damaged during production. Product quality inspections before packaging are critical to ensure completeness, maintain customer satisfaction, and protect brand reputation. Our vision systems, industrial barcode readers, and AI-powered solutions perform product quality inspections to identify defects in size, shape, colour, texture, portioning, and fill level before they reach the customer. These inspections protect your company’s reputation against the net effect of damaged goods while avoiding stoppages and downtime.

3D Final Product & Packaging Inspection
Food comes in many shapes and sizes. The organic nature of food products, with their infinite variability, poses a unique challenge for automated quality inspection systems. Identifying differences between candies, verifying frostings and decorations are correct, and determining that a finished product will fit inside its packaging are complex tasks for vision systems. To keep up, 3D solutions and easy-to-use software work together to make the food and beverage industry even sweeter.
Foreign Object Inspection
Contamination and foreign material, such as air pockets, dust, particles, or hair, are still major causes of product recalls in the food and beverage industry. Ensuring consistent product quality with little operator intervention enhances and preserves brand reputation while maximising productivity and investments.
Relying on human quality inspection can be costly, particularly when looking for defects in high-speed production environments. Operators must perform mundane and repetitive tasks such as looking through microscopes on a workbench. Due to the variation in product and potential defects, traditional machine vision is time-consuming to develop and optimise for an operator-dependent inspection.
Deep learning locates, analyses, and classifies complex contamination issues in real time to stop contaminants from entering the supply chain on high-volume lines. Deep learning combines human-like inspection capabilities with a computerised system’s automation, scale, and repeatability. This can be augmented by using robotics to ensure machine handling and vision tools work together to inspect the most complex anomalies sometimes missed by operators. The result is fewer recall events, lower rework costs, and full product image capture and traceability.



