Introducing
Machine Vision Illumination
Tracepack are the leaders in providing solutions such as machine vision illumination systems to the food and beverage industry.
Machine vision illumination refers to the use of lighting techniques and systems in machine vision applications to enhance the quality and reliability of image acquisition. It involves strategically placing and controlling light sources to optimize the visibility of objects or scenes captured by a machine vision system.
Machine vision illumination is widely used in the food and beverage industry for various quality control, inspection, sorting, and packaging applications. By using appropriate illumination techniques, machine vision systems can enhance inspection accuracy, increase productivity, improve product quality, and ensure compliance with regulatory standards. These systems contribute to efficient and reliable quality control processes throughout the production and packaging stages.
When selecting lighting solutions for machine vision in the food and beverage industry, it’s important to consider the specific application requirements, such as the type of product, desired inspection criteria, and environmental conditions. As experts in machine vision and lighting systems, we can assist in ensuring the appropriate lighting solution is implemented for optimal performance.
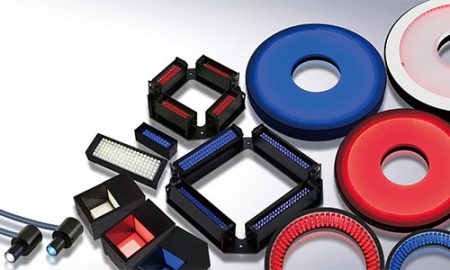
We supply LED lighting assemblies and drivers for machine vision, industrial imaging, biomedical, FMCG and related imaging applications, providing the highest performance using state-of-the-art LED components, current mode drivers and strobe sources, and rigorous optical and thermal design techniques.
Here are some frequently asked questions to consider:
When choosing the correct machine vision lighting solution for the food and beverage industry, several questions commonly arise.
Determine the specific aspects of the product that need to be inspected, such as shape, colour, size, surface defects, or contaminants. This will help identify the appropriate lighting techniques and characteristics needed for effective inspection.
Consider factors like ambient light, temperature, humidity, and the presence of water or other liquids. Certain lighting solutions may be more suitable for challenging environments, ensuring reliable and consistent performance.
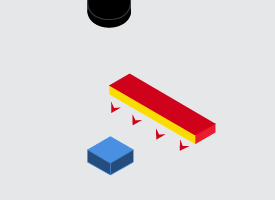
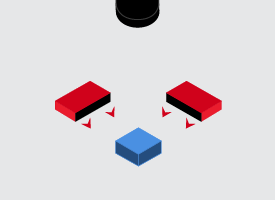
Different food and beverage products have unique properties that may affect the choice of lighting solution. For example, transparent packaging may require polarized or backlighting techniques, while shiny surfaces might benefit from diffuse or dark field lighting.
If you have high-speed production lines or fast-moving objects, you may need lighting solutions that can provide sufficient illumination within short exposure times. Strobe lighting or high-intensity LEDs could be suitable for such scenarios.
Consider the physical space available for mounting lighting systems. Compact designs, flexible positioning options, and easy integration with existing machine vision setups may be important factors to consider.
Ensure that the chosen lighting solution is compatible with the imaging equipment, software, and control systems you are using. Consult the specifications and compatibility requirements of both the lighting and machine vision systems.
Lighting solutions can vary in cost, so it’s essential to consider the budgetary constraints while still ensuring that the chosen solution meets the necessary performance requirements. Balancing cost-effectiveness and quality are crucial.
The benefits of machine vision illumination:
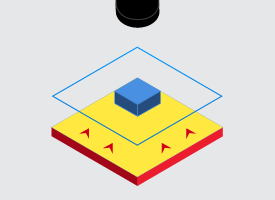
Machine vision illumination ensures consistent and uniform lighting, resulting in better image quality for accurate inspection and analysis. It eliminates shadows, glare, and other forms of lighting distortion that can affect image clarity, enabling more reliable and precise machine vision applications.
By using appropriate machine vision illumination, the speed and efficiency of inspection processes can be enhanced. Proper lighting techniques eliminate the need for manual adjustments and help machines capture images quickly, leading to improved production rates and reduced downtime.
Suitable illumination helps machines capture accurate and reliable images, which are crucial for successful machine vision applications. By eliminating variations in lighting conditions, machine vision systems can accurately identify defects, measure dimensions, and detect anomalies with greater precision.
Machine vision illumination can contribute to cost savings in several ways. First, it reduces the likelihood of errors or misjudgments, which can result in costly rejections or recalls. Second, by automating inspection processes with improved lighting, it reduces the need for manual inspection, saving on labor costs. Finally, efficient lighting systems use less energy, leading to significant cost reductions over time.
Machine vision illumination offers various illumination techniques such as diffuse lighting, strobe lighting, ring lighting, etc., allowing for flexibility and adaptability in different inspection scenarios. These lighting options can be easily adjusted, angled, or combined to optimize illumination based on the specific requirements of the inspection task, making it a versatile tool in machine vision applications.


